
Tensile Testing Machine | Complete Guide 2026 | Universal-Motion
Every manufactured component — a steel bolt, a plastic film, a rubber seal, a wire rope, a composite aircraft panel — must be proven capable of bearing the forces it will face in service. The most fundamental proof is the tensile test, and the machine that performs it is the Tensile Testing Machine. Understanding this machine is not optional for any engineer or lab manager responsible for material quality.
This is the most comprehensive guide to tensile testing machines published by an Indian manufacturer in 2026. It goes further than any competitor’s content by covering: how the machine works step-by-step, a detailed IS 1608 test procedure, a material-wise specification selector, a complete grip types guide, crosshead speed selection logic, a deep competitor analysis of the Indian market — and a practical buying decision framework.
UMI Universal Motion is a Pune-based manufacturer of tensile testing machines and universal testing machines with 23+ years of manufacturing experience, supplying clients across automotive, steel, construction, research, and engineering education sectors across India and internationally.
| IS 1608 Primary Indian std — metallic tensile test | ±1% Load accuracy IS 1828 Grade 1 | 0.5–500 mm/min Crosshead speed range (electromechanical) | 100–2000 kN UMI hydraulic UTM capacity range |
What Is a Tensile Testing Machine?
A tensile testing machine (also called a tensile tester, tensile strength tester, pull tester, or tension testing machine) is a precision instrument that applies a controlled, uniaxial tensile (pulling) force to a standardised material specimen at a defined rate, recording the force and deformation continuously until the specimen fractures or reaches a defined endpoint.
The data captured throughout the test — plotted as a stress-strain curve — reveals a material’s complete mechanical fingerprint under tension. The primary measurements obtained are:
| Property Measured | Symbol | Unit | Engineering Meaning |
| Ultimate Tensile Strength | UTS / Rm | MPa (N/mm²) | Maximum stress before fracture — most commonly specified in material standards |
| Yield Strength / 0.2% Proof Stress | Rp0.2 / ReH | MPa | Stress at which permanent deformation begins — used in structural design calculations |
| Young’s Modulus (Elastic Modulus) | E | GPa | Material stiffness — slope of linear elastic region; required for deflection calculations |
| % Elongation at Break | A% | % | Ductility — how much the material stretches before fracture; low = brittle, high = ductile |
| % Reduction in Area | Z% | % | Ductility in cross-section — necking extent; important for metals and weld qualification |
| Energy at Break (Toughness) | U | J/mm³ | Area under stress-strain curve — materials absorbing large energy are tough |
| Breaking Strength | Fb | kN / N | Total force at fracture — important for wires, ropes, cables, and fasteners |
These properties are specified by material standards (IS 2062, IS 1786, IS 1590, ASTM A36, ISO 6892) and contractual customer specifications across virtually every manufactured product — making the tensile testing machine the most widely used instrument in material testing globally.
Working Principle — How a Tensile Test Is Performed (7 Steps)
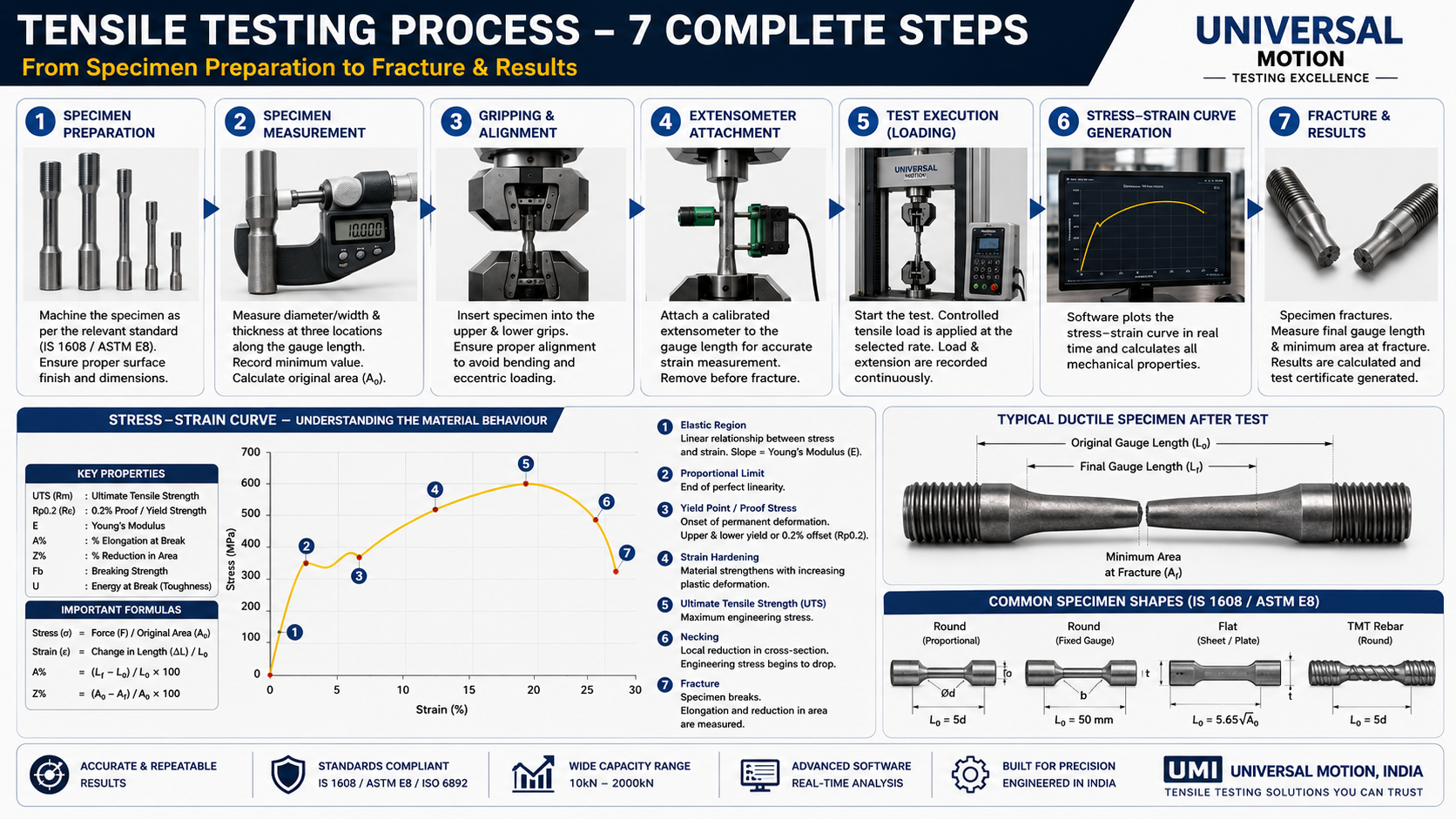
The working principle of a tensile testing machine is based on controlled application of uniaxial tensile force while simultaneously measuring force and elongation. Here is the complete procedure:
Step 1 — Specimen Preparation
The material is cut or machined into a standardised dumbbell or parallel-sided specimen shape. Dimensions depend on the applicable standard. For metals per IS 1608 / ISO 6892-1: round specimens (Ø6mm or Ø10mm gauge), or flat strips. The gauge length L₀ is punched or scribed before testing for elongation measurement. Surface finish at the gauge section must be smooth — Ra ≤ 0.8 µm to avoid stress concentration from machining marks.
Step 2 — Specimen Measurement
Measure the specimen cross-section (diameter for round, width × thickness for flat) at three points along the gauge length and record the minimum value. This measured area (A₀) is used in all strength calculations. Errors in cross-section measurement directly translate to errors in the reported MPa values.
Step 3 — Gripping and Alignment
Insert the specimen into the upper and lower grips. Alignment is critical: the specimen axis must be collinear with the machine load axis to within ±0.5°. Any misalignment introduces bending moments that cause premature failure and invalid results. Most modern wedge grips self-align under initial loading — but verify with a test on a known specimen before accepting a new grip setup.
Step 4 — Extensometer Attachment (if required)
Clip a calibrated extensometer to the specimen gauge length before starting the test if Young’s modulus, proof stress, or accurate strain measurement is needed. Per IS 1608 and ASTM E8M, crosshead displacement is not acceptable for modulus measurement — only extensometer data is. Remove the extensometer before expected fracture to protect it.
Step 5 — Setting Test Parameters in Software
In the testing software, enter: specimen ID, cross-section dimensions, gauge length, test type (IS 1608 / ASTM E8M / ISO 6892), crosshead speed (loading rate), and break detection sensitivity. For IS 1608 metallic tests, set speed to produce a stress rate of 6 ± 2 N/mm²/s in the elastic region (approximately 2–5 mm/min for steel), then switch to a strain rate-controlled mode post-yield.
Step 6 — Test Execution and Fracture
Start the test. The crosshead moves at the programmed speed, applying increasing tensile force. Load and extension are plotted live as a stress-strain curve on screen. The specimen passes through elastic deformation, yield, strain hardening, necking, and finally fractures. The software detects the fracture (load drop > threshold) and stops the crosshead automatically.
Step 7 — Result Calculation and Reporting
The software instantly calculates UTS, yield strength, Young’s modulus, % elongation, and % reduction in area from the saved data. A test certificate is generated showing: specimen details, raw data, results table, and the stress-strain curve plot — in PDF and Excel format. The test record is stored in the machine database for audit retrieval.
| Key Formulas for Tensile Test Calculations Stress (s) = Force (F) / Original Area (A₀) [Unit: N/mm² = MPa] Strain (ε) = Change in Length (ΔL) / Original Gauge Length (L₀) [Dimensionless or %] Young’s Modulus (E) = Stress / Strain [Unit: GPa] (elastic region only) % Elongation (A%) = (Lf − L₀) / L₀ × 100 where Lf = final gauge length after fracture % Reduction in Area (Z%) = (A₀ − Af) / A₀ × 100 where Af = cross-section area at fracture |
The Stress-Strain Curve — Reading & Interpreting Your Results
The stress-strain curve is the complete story of how a material responds to tensile force from first load to fracture. Every zone of the curve has a precise engineering meaning:
| Zone | What Happens | Key Value Extracted | What It Tells You |
| 1. Elastic Region | Material stretches proportionally — fully recovers when load removed. Perfectly linear. | Young’s Modulus (E) = slope | Material stiffness. High E = rigid (steel ~200 GPa). Low E = flexible (rubber ~0.01 GPa) |
| 2. Proportional Limit | End of perfect linearity — beyond this point Hooke’s Law no longer holds exactly | Proportional limit stress | Rarely specified but marks the true onset of non-linear behaviour |
| 3. Yield Point / Proof Stress | Permanent deformation begins. Clear yield = mild steel (upper + lower yield). No clear yield = use 0.2% offset method. | Yield strength (ReH/ReL) or 0.2% Proof Stress (Rp0.2) | Most important design property — structural components must stay below this in service |
| 4. Strain Hardening | Stress rises again as dislocations multiply and lock together inside the crystal structure. Specimen strengthens as it stretches. | Work hardening rate | Wide zone = tough, ductile material. Narrow zone = brittle, low toughness |
| 5. Ultimate Tensile Strength (UTS) | Peak of the curve — maximum engineering stress the material withstands | UTS (Rm) | Quoted in material datasheets and specifications. IS 2062 Fe450 requires min 450 MPa |
| 6. Necking | Local cross-section reduction starts — stress drops on engineering scale despite real stress rising. Visible constriction forms. | Start of necking | Early necking = low uniform elongation material. Late necking = good ductility |
| 7. Fracture | Specimen breaks. Absorbed energy = area under entire curve. | % Elongation (A%), % RA (Z%) | Ductility. IS 1786 Fe500 requires min 12% elongation. Low elongation = brittle failure risk |
| Material Signatures on the Stress-Strain Curve: Mild Steel (IS 2062): Clear upper + lower yield point, long plateau, gradual necking. High elongation (25%+). Classic ductile curve. High-Strength Steel (Fe500 TMT): No distinct yield — use Rp0.2 method. Shorter elongation (12% min). Higher UTS, less ductility than mild steel. Aluminium Alloy: No yield point — Rp0.2 used. Gradual curve, moderate elongation. E ~70 GPa (1/3 of steel). Rubber / Elastomer: Highly non-linear curve, enormous elongation (200–600%), no clear yield. E < 0.1 GPa. Brittle Material (Cast Iron, Ceramics): Very short curve — fractures with <1% elongation. No yield point, no necking. |
4. Key Components of a Tensile Testing Machine
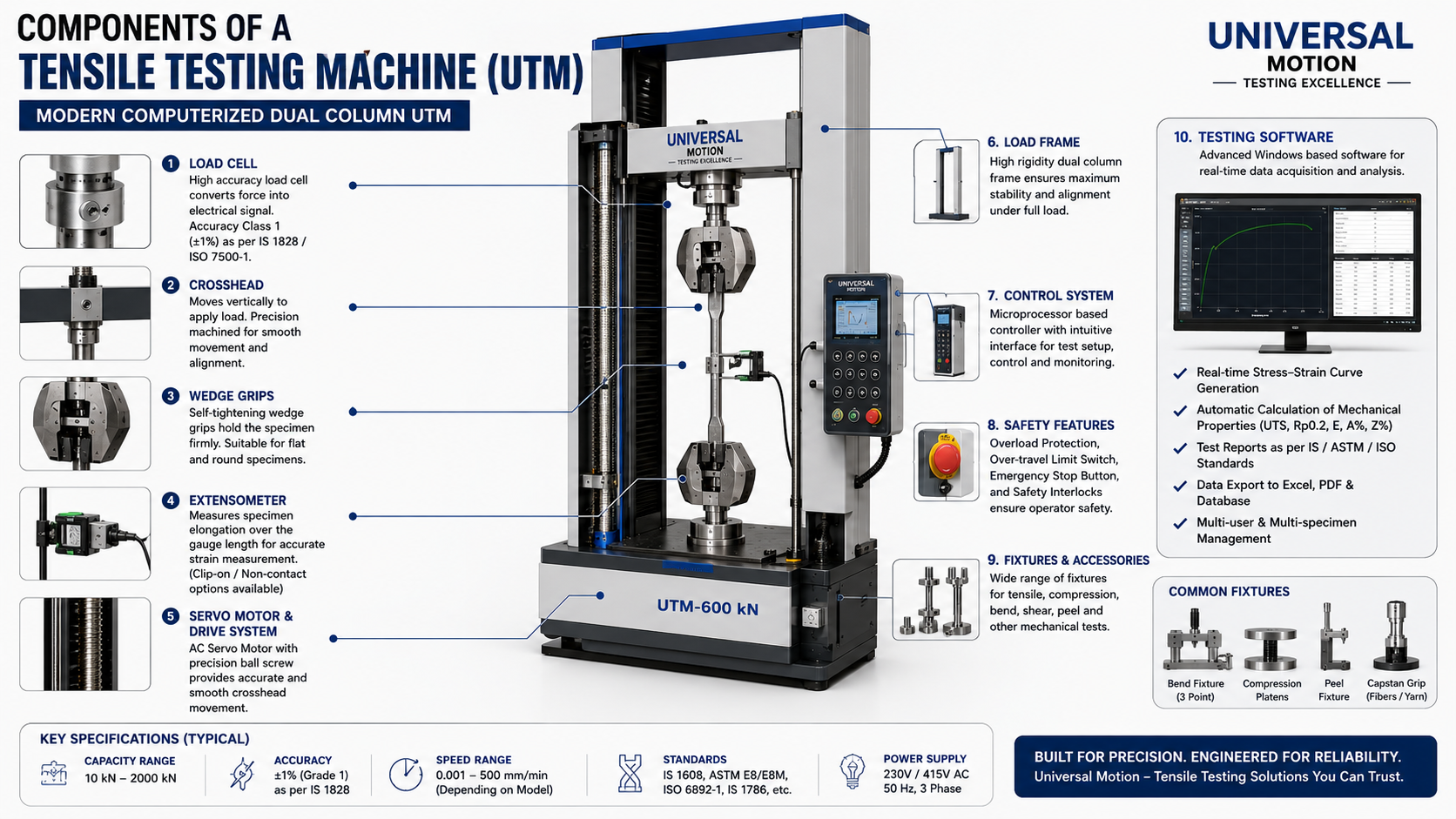
| Load Frame The structural backbone. Dual-column or single-column welded steel frame that must resist the full test load without deflection. Frame stiffness determines accuracy — compliant frames absorb energy, distorting the load-displacement curve. Look for ground and parallel cross-members, full-penetration welds, and a quoted frame stiffness value. | Load Cell Force measurement sensor — strain-gauge S-type, column-type, or ring-type. Converts applied force to electrical signal with ±0.5–1% accuracy. Must be NABL-calibrated annually per IS 1828. Critical: always test between 2% and 100% of load cell capacity for rated accuracy. For wide load ranges, consider multi-range load cells or a swappable set. | |
| Crosshead & Drive System Moves one grip at controlled speed. Hydraulic: oil-driven cylinder — high force, less precise speed. Electromechanical: servo motor + ball screw — precise speed from 0.001 to 500 mm/min, ideal for plastics, composites, and low-force tests. Servo-hydraulic: closed-loop servo valve + hydraulic cylinder — high force AND precise control, used for research grade machines. | Grips & Fixtures Hold specimen without slippage or stress concentration. Wedge grips (most common for metals), pneumatic grips (soft materials, high volume), screw side-action grips (delicate specimens), capstan grips (fibres, yarn), rope grips (wire rope, cables). See Section 6 for the complete grip selection guide — choosing the wrong grip type is the most common source of premature specimen failure at the grips. | |
| Extensometer Measures specimen elongation directly at the gauge length — more accurate than crosshead displacement which includes machine frame deflection and grip seating. Types: clip-on (contact, most common for metals per IS 1608), video extensometer (non-contact, for soft materials), laser extensometer (non-contact, for very high elongation). ASTM E83 Class B1 extensometer required for Young’s modulus measurement. | Control System & Software The test intelligence. Defines crosshead speed, monitors load in real time, detects fracture, calculates all results, generates report. Quality indicators: pre-loaded IS/ASTM/ISO test method libraries, real-time stress-strain graph, automatic Rp0.2 calculation, Excel/PDF export, searchable specimen database. UMI Universal’s software includes all standard IS and ASTM templates. | |
| Safety Systems Overload protection stops motor if load exceeds 110% of rated capacity (load cell protection). Over-travel limit switches prevent crosshead exceeding physical frame limits. Automatic fracture detection stops crosshead immediately — prevents flying specimen fragments. Emergency stop on both controller and remote pendant. All mandatory per IS 1828 and CE directives. | Fixtures & Accessories Bend test mandrels and rollers (IS 1599 bend test), compression platens (IS 516), shear test fixtures, peel test fixtures, flexure three/four-point fixtures, specimen preparation accessories (gauge marking, notch milling). UMI Universal supplies a complete fixture library — one machine handles tensile, compression, bend, shear, and peel with interchangeable fixtures. | |
Types of Tensile Testing Machines — Complete Classification
5.1 By Drive Mechanism
| Type | Drive | Capacity Range | Speed Range | Best Application | Price Range (India) |
| Hydraulic (manual) | Hand pump | 10–1000 kN | Slow, operator-controlled | Basic site QC, teaching, no power | ₹60,000–₹2,50,000 |
| Hydraulic (digital) | Electric pump + flow valve | 100–2000 kN | 0.5–100 mm/min (approx.) | Steel, TMT bars, metals QC | ₹3,00,000–₹12,00,000 |
| Hydraulic (servo) | Servo valve + electric pump | 100–5000 kN | 0.001–500 mm/min | Research, NABL, aerospace | ₹15,00,000–₹50,00,000+ |
| Electromechanical | Servo motor + ball screw | 0.1–200 kN | 0.001–500 mm/min | Plastics, composites, fibres, R&D | ₹3,50,000–₹20,00,000 |
| Dual-column | Either drive | 50–600 kN | Varies by drive type | General purpose UTM — most popular | ₹5,00,000–₹25,00,000 |
5.2 By Frame Configuration
- Single-column: Space-saving. Best for loads up to 10 kN. Used for films, fibres, medical devices.
- Dual-column: Industry standard for loads above 10 kN. Maximum rigidity and alignment for metals, plastics, and composites.
- Floor-standing: For loads above 100 kN. Floor-mounted base with extended daylight for long specimens, rope samples, or full-scale component testing.
- Horizontal: For wire rope, chain, and cable testing where specimen geometry requires horizontal loading. UMI’s specialized horizontal tensile machine handles wire ropes and 7-strand prestressed cables.
Grip Types Guide — Choosing the Right Grip for Your Material
Grip selection is the most underestimated aspect of tensile testing. Wrong grips cause: specimen slippage (false elongation reading), stress concentration at grip faces (premature failure outside gauge length), and eccentric loading (bending moments — invalid results). Here is the complete grip selection guide:
| Grip Type | How It Works | Best For | Limitation | IS / ASTM Compliance |
| Wedge Grips (Self-Tightening) | V-groove jaws tighten automatically as load increases — higher load = stronger grip | Flat and round metallic specimens (IS 1608, ASTM E8M). Most common grip for steel QC. | Not suitable for very soft materials — jaw pressure damages grip area | IS 1608, ASTM E8/E8M, ISO 6892-1 |
| Threaded (Pin & Collar) | Specimen machined with threaded ends screwing into grip collar | Round bar specimens with machined threads. TMT bars with specially prepared ends. | Requires specimen machining — cost and time. Grip-specimen thread pitch must match. | IS 1608 (round specimens), IS 1786 |
| Pneumatic Grips | Air pressure (4–6 bar) actuates jaws simultaneously — quick open/close, repeatable grip force | High-volume QC, soft materials (rubber, films, textiles). Reduces fatigue in repetitive testing. | Requires compressed air supply. Higher capital cost than manual grips. | ASTM D638 (plastics), IS 13360, ASTM D412 (rubber) |
| Screw Side-Action Grips | Manual screw tightens jaw faces onto specimen sides | Delicate materials (thin sheet, foils, laminates). Controlled, low-damage clamping. | Slow for high-volume testing. Operator must ensure even tightening. | ASTM D882 (films), ISO 527 (plastics) |
| Capstan (Bollard) Grips | Specimen wraps around cylindrical capstan — friction holds without cutting edges | Fibres, yarns, ropes, narrow fabrics, rubber strips with high elongation. | Only for flexible specimens that can wrap. Not for rigid materials. | ISO 13934-1 (fabrics), ASTM D2256 (yarn) |
| Rope / Chain Grips | D-shackle or wire-rope socket gripping end fittings or direct rope insertion | Wire rope, 7-strand cable, chain testing. UMI’s horizontal UTM for post-tensioning strand. | Specimen must be terminated correctly — improper end preparation gives premature failure | IS 2266 (wire rope), IS 14268 (strand), BS EN 12385 |
| Hydraulic Wedge Grips | Hydraulic pressure (from machine pump) closes precision jaws onto specimen | Heavy metals, high-strength alloys, composites requiring high, uniform clamping force | Higher cost. Requires hydraulic circuit connection. Not suitable for soft materials. | ASTM E8M (high-strength alloys), aerospace specs |
| Bend & Flexure Fixtures | 3-point or 4-point rollers + loading nose — not a grip but a fixture | Bend test (IS 1599), flexural modulus (ASTM D790), concrete beam flexure | Loading speed and span must match standard precisely | IS 1599 (metals), ASTM D790 (plastics), IS 516 Part 2 (concrete) |
Material-Wise Specification Selector
One of the most valuable tools for any lab manager is knowing the exact machine specification required for their material. This table matches material type to the recommended tensile testing machine configuration:
| Material | Drive Type | Capacity | Speed Range | Grip Type | Standard | Key Results |
| Structural Steel (IS 2062) | Hydraulic | 200–600 kN | 2–10 mm/min | Wedge or threaded | IS 1608, ISO 6892-1 | UTS, ReH, A% |
| TMT Rebar (IS 1786 Fe500/D) | Hydraulic | 200–600 kN | 2–10 mm/min | Wedge or rope-type | IS 1608, IS 1786 | UTS, Rp0.2, A% |
| Mild Steel Sheet / Plate | Hydraulic or EM | 100–300 kN | 2–10 mm/min | Flat wedge grips | IS 1608, ASTM E8 | UTS, ReH, A% |
| Aluminium Alloys | EM or Hydraulic | 50–200 kN | 1–5 mm/min | Flat/round wedge | ASTM E8M, ISO 6892 | UTS, Rp0.2, E, A% |
| Wire Rope / 7-Strand Cable | Hydraulic (horizontal) | 200–1000 kN | 5–20 mm/min | Rope grips / wedge sockets | IS 2266, IS 14268, ASTM A416 | Breaking load, 1% proof load |
| Rigid Plastics (HDPE, PVC) | Electromechanical | 5–50 kN | 5–50 mm/min | Wedge or screw side-action | IS 13360, ASTM D638, ISO 527 | UTS, E, A% at break |
| Rubber / Elastomers | Electromechanical | 0.5–5 kN | 100–500 mm/min | Dumbbell die-C specimen + screw grips | IS 3400, ASTM D412 | Tensile strength, elongation |
| Textiles & Fabrics | Electromechanical | 1–10 kN | 50–300 mm/min | Capstan or flat jaw | IS 1670, ASTM D5035, ISO 13934 | Breaking force, elongation |
| Wire (Copper/SS/Steel) | Electromechanical or Hydraulic | 5–100 kN | 5–50 mm/min | Capstan or wire grips | IS 1554, IS 286, ASTM A228 | Breaking load, 1% proof |
| Bolts & Fasteners | Hydraulic | 50–300 kN | 2–10 mm/min | Threaded grip assembly | IS 1367, ISO 898-1, ASTM F606 | Proof load, UTS, elongation |
| Composites (CFRP/GFRP) | Electromechanical | 10–100 kN | 1–5 mm/min | Hydraulic side-action with tabs | ASTM D3039, ISO 527-4 | UTS, E (extensometer required) |
| Leather / Films / Paper | Electromechanical | 0.1–5 kN | 20–500 mm/min | Flat-jaw pneumatic or screw | ASTM D882, ISO 1421 | Tensile strength, elongation |
IS 1608 Tensile Test Procedure — Full Step-by-Step Guide
IS 1608 (Metallic Materials — Tensile Testing at Ambient Temperature, Part 1: Method of Test) is the primary Indian standard governing tensile testing of metals. It is aligned with ISO 6892-1. Here is the complete IS 1608 procedure that no competitor has published in full:
| Step | IS 1608 Requirement | Critical Detail |
| 1. Specimen shape | Proportional or fixed gauge length specimen. Round (preferred): Ø6mm, 10mm, 14mm. Flat: width ≤ 25mm typically. | Specimen type must match the product form — sheet, bar, pipe, wire — and the cross-section must be measured accurately (±0.01mm) |
| 2. Gauge length | Proportional: L₀ = 5.65√A₀ (for round: L₀ = 5d). Fixed gauge: 50mm or 80mm. | Always mark gauge length BEFORE testing. Post-fracture gauge measurement requires matching fracture halves carefully if break is outside gauge. |
| 3. Surface finish | Gauge section surface roughness ≤ 0.4 µm Ra. | Rough machining marks act as stress raisers — cause premature fracture at machined mark, not at true specimen cross-section minimum. Use fine-finish lathe or grinding. |
| 4. Temperature | Test at 23°C ± 5°C (ambient temperature scope of IS 1608 Pt.1). | Summer labs in India can exceed 35°C — this changes yield and elongation of some alloys. For controlled-temp testing, use IS 1608 Part 2 (elevated temp). |
| 5. Loading rate — elastic region | Stress rate: 6 ± 2 N/mm²/s (Method A). Or strain rate: 0.00007/s (Method B, preferred for computerized UTMs). | This is the most-violated requirement in Indian labs. Equivalent approx. crosshead speed: steel 200 kN machine ~2–5 mm/min. DO NOT set 10–20 mm/min — this is too fast for IS 1608. |
| 6. Loading rate — plastic region | After yield: strain rate 0.0067/s (±20%). Approximate: 6–20 mm/min crosshead speed depending on gauge length. | Computerized UTMs auto-switch rate after yield detection. Manual hydraulic UTMs need operator rate adjustment — the main reason computerized machines give more reproducible IS 1608 results. |
| 7. Extensometer | Required for: Young’s modulus E, and proof stress Rp0.2. Remove before expected fracture. | Do NOT use crosshead displacement for E or Rp0.2 — machine frame compliance adds error. IS 1608 explicitly requires extensometer for these properties. |
| 8. Yield strength | Upper yield (ReH): highest stress before first load drop. Lower yield (ReL): lowest stress in yield zone before hardening. If no clear yield: use 0.2% offset (Rp0.2). | 0.2% offset method: draw a line from 0.2% strain parallel to elastic line — intersection with curve = Rp0.2. All computerized UTMs calculate this automatically. |
| 9. % Elongation | After fracture: fit broken halves together, measure final gauge length Lf. A% = (Lf − L₀) / L₀ × 100. | If fracture occurs within 1/3 of gauge length from grip: result may be invalid — mark clearly on certificate. IS 1608 gives a correction formula using half-gauge measurements. |
| 10. % Reduction in Area | Measure minimum diameter (or width × thickness) at fracture cross-section. Z% = (A₀ − Af) / A₀ × 100. | Requires measuring fractured specimen dimensions — often neglected. Required by IS 2062, IS 1786 weld procedure qualifications, and pressure vessel codes. |
| 11. Reporting | Report: material ID, specimen shape, gauge length, cross-section, test temperature, loading rate method (A or B), UTS, yield/proof stress, A%, Z%, fracture location note. | Incomplete test certificates (missing loading rate, extensometer note, or fracture location) are a common NABL audit finding. UMI software generates fully compliant certificates automatically. |
| Get a Free Tensile Testing Machine Quote — UMI Universal Hydraulic & Electromechanical • IS 1608 / ASTM E8 / ISO 6892 Compliant • 100kN–2000kN • Pune Manufacturer • 23+ Years ☎ +91-2025204168 | 🌐 universal-motion.com/contact-us/ [ Request Free Quote + Technical Datasheet ] |
Tensile Testing Standards — Indian and International
| Standard | Material / Scope | Key Requirements | Used By |
| IS 1608 Pt.1 | Metallic materials — ambient temp | Loading rate Method A or B; extensometer for E and Rp0.2; proportional specimen; gauge marking | Steel plants, auto, aerospace, NABL labs |
| IS 1786 | TMT reinforcement bars | Fe415/500/500D/550/600 — specifies min UTS, Rp0.2, A%; 0.2% offset method for yield | Construction, TMT rebar manufacturers |
| IS 2062 | Structural steel | Grades E165–E550 — min UTS, yield, elongation per grade and thickness | Steel service centres, fabricators |
| IS 3400 | Rubber — vulcanized | Dumbbell Die-C; 500 mm/min; tensile strength, elongation at break | Rubber product manufacturers, tyre industry |
| IS 13360 (Pt 5-1) | Plastics — rigid | Dumbbell Type 1; 50 mm/min; UTS, E, A% at yield and break | Plastic pipe, fittings, packaging labs |
| IS 1670 | Textiles — yarn | Breaking force, elongation per yarn count and twist | Textile mills, garment exporters |
| ASTM E8 / E8M | Metallic materials | Method A (force rate) or B (strain rate); Class B1 extensometer; 0.2% offset | Defence, auto export, aerospace, oil & gas |
| ISO 6892-1 | Metallic materials | Method A (strain rate 0.00025/s) or B (stress rate); aligned with IS 1608 | Export supply chains, ISO-certified factories |
| ASTM D638 | Rigid plastics | Type I–V specimens; speed 5 or 50 mm/min; UTS, E, strain at yield and break | Plastics QC for export to US/Europe |
| ASTM D412 | Rubber, elastomers | Die C dumbbell; 500 mm/min; tensile strength, 100/300% modulus, elongation | Rubber QC for automotive and industrial |
| IS 1828 / ASTM E4 | Machine calibration | Annual verification; ±1% accuracy Grade 1 or ±2% Grade 2 | NABL labs, all certified testing environments |
Competitor Analysis — Tensile Testing Machine Market India 2026
Research conducted May 2026 across Google SERPs, competitor websites, and IndiaMart listings. This analysis reveals exactly where UMI Universal can out-rank and out-serve the competition.
| # | Competitor | Ranking Strength | Content / SEO Gap | UMI Opportunity |
| 1 | Presto Group Faridabad / NCR prestogroup.com | Dominant for plastics and packaging tensile testing. Strong brand, high DA, IndiaMart TrustSEAL 21 yrs. Good SEO for ‘tensile testing machine India’. | Focused on plastics only — limited metals (UTM) content. No IS 1608 guide. No grip selection tool. No stress-strain curve explainer. No material-wise spec table. | UMI covers metals + plastics + cables + composites. IS 1608 procedure and grip guide are content assets Presto doesn’t have. |
| 2 | KMI Group Ahmedabad kmigroup.net | 11,000+ clients, 52+ years, dominant brand authority. Ranks for ‘UTM manufacturer India’. Strong IndiaMart presence. | Product-catalogue-only website — zero blog content. No guides, no IS standards content, no buyer tools. All informational searches land on competitors. | UMI’s educational blog content will consistently capture all informational searches (IS 1608, grip types, stress-strain curve, tensile test procedure) that KMI doesn’t compete on. |
| 3 | Testron Group Pan-India (blog-heavy) testrongroup.com | Very aggressive content marketing — published ‘Top Tensile Testing Machine Manufacturers India 2026’ article. Good blog SEO. | Self-promotional content — reads as advertising, not expert guidance. No IS 1608 procedure, no grip guide, no material spec table, no stress-strain curve explanation. Thin technical depth. | UMI’s technically deep IS 1608 procedure + grip types guide + material spec selector will outrank Testron on buyer-intent searches. |
| 4 | Pacorr Testing Delhi NCR pacorr.com | 2 blog articles on tensile testing working principle (May 2024, May 2025). Some Google visibility for ‘working principle’ queries. | Both articles cover only the working principle — basic level. No IS 1608 procedure, no grip types, no material spec table, no competitor context, no IS standards table. Thin content ~600 words each. | UMI’s 2000+ word article covers everything Pacorr’s two thin articles miss — will outrank on all related long-tail searches. |
| 5 | MCS Testing Kolhapur mcstestingmachines.com | Good product pages for computerized tensile machines. Technically solid specifications. Maharashtra presence. | Zero blog content. No guides. No IS standards explanation. Product specs only — no educational content to attract informational searchers. | UMI has geographic proximity advantage (both Maharashtra) + educational content that MCS completely lacks. |
| 6 | ITM Lab (Global) Global (US-based) itm-lab.com | Publishes comprehensive English-language tensile testing guides (Jan 2026, Dec 2025). High-quality content. Strong global SEO. | US-based, USD pricing, ASTM-focused. No IS 1608 content. No Indian standards, no India-specific pricing, no IndiaMart. Not targeting Indian buyers. | UMI’s India-specific content (IS 1608, INR pricing, Pune manufacturer, NABL compliance) will dominate Indian buyer searches where ITM Lab’s global content doesn’t serve. |
| The Confirmed Content Gap UMI Owns After This Article: 1. IS 1608 Full Step-by-Step Procedure (11 steps with loading rate specifics) — no Indian manufacturer has this 2. Grip Types Selection Guide (8 grip types mapped to materials and standards) — no Indian competitor has this 3. Material-Wise Specification Selector (12 materials, all parameters) — unique in Indian market 4. Stress-Strain Curve Zone-by-Zone Explanation — covered by global sites, but no Indian manufacturer 5. Loading Rate vs Speed Calculator Guidance (elastic + plastic region rates) — no competitor covers this Publishing this article establishes UMI Universal as the definitive authority on tensile testing in the Indian market. |
How to Choose the Right Tensile Testing Machine — 6-Step Framework
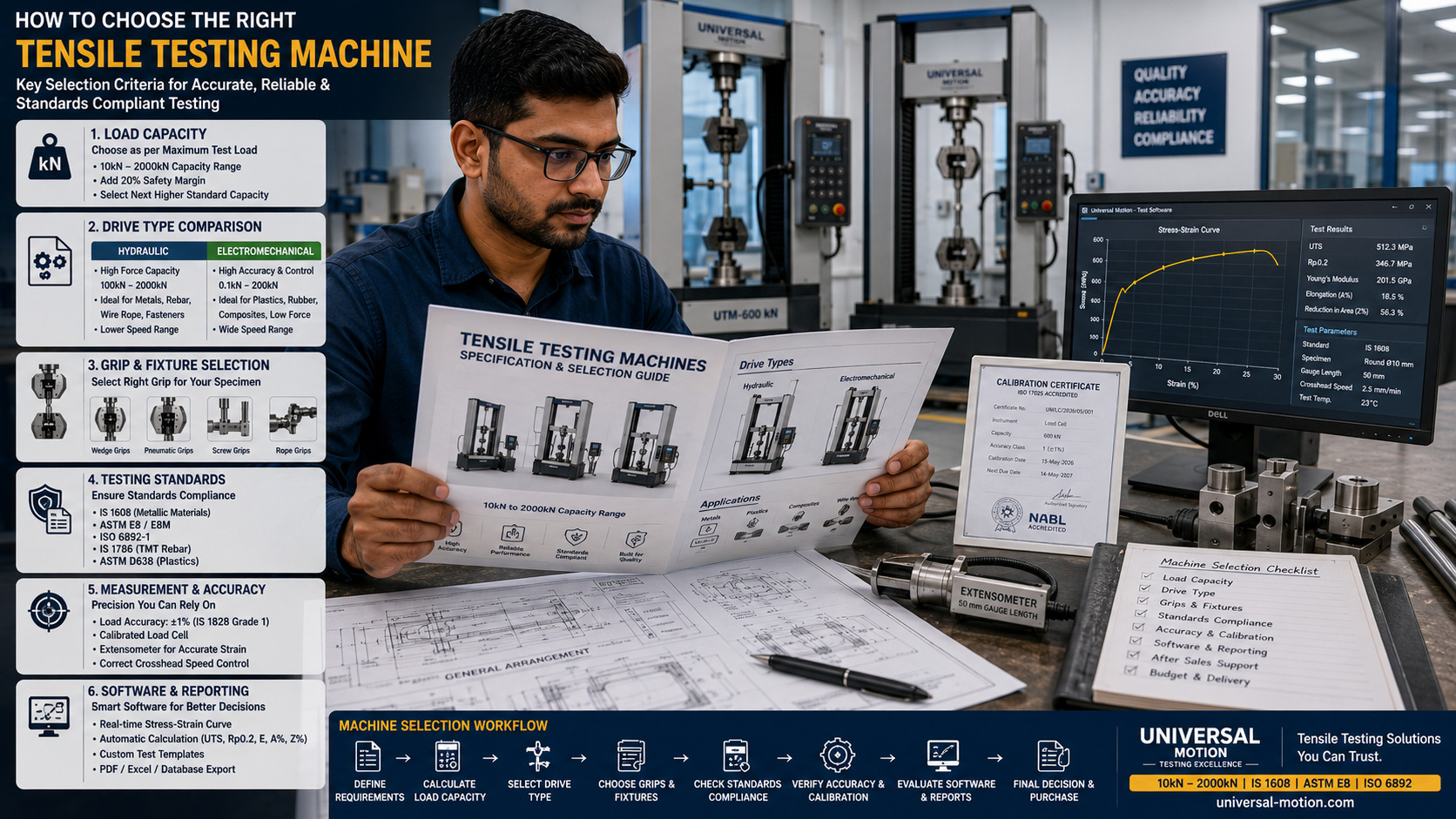
Step 1 — Define Your Materials and Maximum Load
List every material you will test. Calculate the maximum expected test force: F = UTS × cross-section area. For Fe500 TMT rebar (Ø16mm): F = 545 MPa × 201 mm² = 109.5 kN → specify a 200 kN machine minimum. Add 20% safety margin. Round up to next standard capacity (100/200/400/600/1000/2000 kN).
Step 2 — Choose Drive Type Based on Material
Hydraulic machines (100–2000 kN): metals, TMT bars, wire rope, fasteners, structural steel. Electromechanical machines (0.1–200 kN): plastics, rubber, films, fibres, composites, low-force precision testing. If you test both: consider a dual-range electromechanical (up to 100 kN with swappable load cells) or two separate machines.
Step 3 — Specify Correct Grips for Your Specimens
Reference the grip types guide in Section 6. Always tell your supplier: (a) specimen material, (b) specimen shape (round/flat/film/rope), (c) specimen dimensions, and (d) expected failure load. Wrong grips are the leading cause of invalid tensile test results.
Step 4 — Verify Standards Compliance
Confirm the machine meets IS 1828 Grade 1 (±1% accuracy). Check that software supports IS 1608 / ASTM E8 / ISO 6892 with correct loading rate control (stress rate or strain rate, not just fixed crosshead speed). For NABL labs: verify the extensometer meets ASTM E83 Class B1 requirements.
Step 5 — Evaluate Software Depth
Request a software demo. Key checks: Does it implement IS 1608 loading rate correctly (Method A or B)? Does it automatically calculate 0.2% proof stress via offset method? Can it export IS 1608-compliant test certificates in your customer’s required format? Does it have a batch/project database?
Step 6 — Assess Service and Calibration Support
Annual IS 1828 calibration is mandatory. Verify: Does the manufacturer have engineers in your region? What is the typical service response time? Are genuine spare load cells and grips stocked in India? UMI Universal is headquartered in Pimpri-Chinchwad, Pune — Maharashtra’s industrial hub — with service engineers available across Maharashtra and pan-India installation and calibration support. Contact our team directly for a free technical consultation.
Tensile Testing Machine Price in India (2026)
| Machine Type | Drive | Capacity | Price Range (INR) | Best For |
| Manual Hydraulic UTM | Hand pump | 50–500 kN | ₹60,000–₹2,00,000 | Basic site QC, training labs, no power available |
| Digital Hydraulic UTM | Electric pump | 100–600 kN | ₹3,00,000–₹8,00,000 | Standard metals QC, IS 1608, TMT bar testing |
| Computerized Hydraulic UTM | Electric pump + PC software | 100–2000 kN | ₹6,00,000–₹18,00,000 | NABL labs, IS 1608 Grade 1, automotive, steel |
| Servo Hydraulic UTM | Closed-loop servo | 200–5000 kN | ₹18,00,000–₹50,00,000+ | Research, aerospace, defence, fatigue testing |
| Electromechanical UTM (small) | Servo motor + ball screw | 1–50 kN | ₹3,50,000–₹10,00,000 | Plastics, rubber, films, composites, ASTM D638 |
| Electromechanical UTM (heavy) | Servo motor + ball screw | 50–200 kN | ₹8,00,000–₹20,00,000 | Precision metals, composites, university R&D |
| Horizontal Tensile (Wire Rope) | Hydraulic horizontal | 200–2000 kN | ₹10,00,000–₹35,00,000 | Wire rope, 7-strand cable, chain, post-tensioning |
| Table-Top Tensile Tester | Electromechanical | 0.1–10 kN | ₹1,50,000–₹5,00,000 | Films, fibres, medical devices, small lab budget |
Note: All prices are indicative and subject to 18% GST, accessories, calibration, and freight. For exact pricing with your specific configuration, contact UMI Universal at +91-2025204168.
Read our related pricing guide: Universal Testing Machine Price in India 2026 — Complete Buyer’s Guide for detailed capacity-wise cost analysis.
Frequently Asked Questions — Tensile Testing Machine
These are the most searched questions about tensile testing machines from Indian engineers and QC managers in 2026.
Q: What is the difference between a Tensile Testing Machine and a Universal Testing Machine (UTM)?
A: A tensile testing machine is specifically designed and optimised for tensile (pull) tests only. A Universal Testing Machine (UTM) is a superset — it uses interchangeable fixtures to perform tensile, compression, bending, shear, and peel tests on the same machine. In practice, most modern tensile testing machines sold in India are UTMs with tensile grips supplied as standard. If your lab needs only tensile tests, a dedicated tensile tester may be slightly more compact and cost-effective. If you need tensile plus any other test type (compression of concrete cubes, bend testing of TMT bars, shear testing of fasteners), a UTM is the better investment. UMI Universal’s computerized hydraulic UTM performs all five test types using interchangeable fixture sets.
Q: What is the correct crosshead speed for a tensile test per IS 1608?
A: IS 1608 specifies loading rate, not a single crosshead speed, because crosshead speed depends on specimen gauge length. Two methods: Method A specifies a stress rate of 6 ± 2 N/mm²/s in the elastic region (approximately 2–5 mm/min for steel at typical gauge lengths). Method B (preferred for computerized UTMs) specifies a strain rate of 0.00007 ± 0.00003 per second in the elastic region. In the plastic region (after yield), the strain rate should be 0.0067/s (±20%), which is approximately 6–20 mm/min depending on gauge length. On computerized UTMs, Method B is implemented automatically. Never use a fixed 10–20 mm/min throughout the test — this violates IS 1608 elastic region loading rate requirements.
Q: Why does my tensile test result vary between specimens from the same batch?
A: Result variation in tensile testing has several common causes: (1) Specimen preparation errors — inconsistent cross-section machining, rough gauge surface finish, or incorrect gauge length marking. (2) Wrong loading rate — too fast in elastic region inflates yield strength; too slow allows stress relaxation. (3) Grip alignment — eccentric loading introduces bending and causes premature failure at the grip area rather than in the gauge section. (4) Extensometer placement — slipped clip-on extensometer gives incorrect elongation data. (5) Specimen curing variations (for polymers and rubber). (6) Material variation in the batch itself. Use statistical analysis (mean, standard deviation, Cv%) on at least 5 specimens to distinguish machine scatter from material variability.
Q: Do I need an extensometer for a tensile test?
A: It depends on what properties you need to report. For UTS and % elongation (using gauge length marking method): crosshead displacement is acceptable, and no extensometer is required. For Young’s Modulus (E): a calibrated clip-on extensometer (ASTM E83 Class B1 or better) is mandatory — crosshead displacement includes machine frame compliance and grip seating errors that make modulus values inaccurate. For 0.2% Proof Stress (Rp0.2): extensometer data is required for accurate proof stress calculation. For NABL accreditation: extensometer measurement is generally required for metals testing scope. UMI Universal supplies calibrated clip-on extensometers (25mm and 50mm gauge length) as accessories with its computerized UTMs.
Q: What is 0.2% Proof Stress and how is it measured?
A: 0.2% Proof Stress (Rp0.2) is the stress at which a material undergoes 0.2% permanent (plastic) strain after load removal. It is used as the yield strength for materials that do not show a clear yield point on the stress-strain curve — including aluminium alloys, austenitic stainless steels, cold-worked steels, and high-strength steels (e.g. IS 1786 Fe500D TMT bars). To measure it: on the stress-strain curve, draw a line starting at 0.2% strain (0.002 on the strain axis) running parallel to the elastic (linear) region slope. Where this offset line intersects the stress-strain curve is the Rp0.2 value. Computerized UTMs with extensometer input calculate this automatically. Manual calculation from crosshead data is not acceptable for IS 1608 Rp0.2 determination.
Q: What is the minimum capacity tensile testing machine I need for TMT rebar testing?
A: For IS 1786 testing of Fe500/Fe500D/Fe550/Fe600 grade TMT rebars, the required capacity depends on the largest bar diameter you will test. Calculation: minimum force = UTS × bar cross-section area. For Fe600 Ø25mm bar: 660 MPa × 491 mm² = 324 kN. For Fe600 Ø32mm bar: 660 MPa × 804 mm² = 531 kN. Add 20% safety margin. Recommendation: a 600 kN computerized hydraulic UTM covers all standard TMT bar sizes up to Ø32mm for Fe600 grade. If testing up to Ø40mm Fe600: specify a 1000 kN machine. UMI Universal’s 600kN computerized UTM is the most popular model for TMT rebar testing labs in India.
Q: Can a tensile testing machine test both metals and plastics?
A: Yes, but with important constraints. A hydraulic machine sized for metals (200–1000 kN) cannot accurately test plastics at low forces (0.5–10 kN) because the load will be below 2% of the machine’s capacity — the accuracy band IS 1828 guarantees only above 2% of capacity. The best solution is either: (a) a dual-range electromechanical machine with swappable load cells (e.g. 50 kN primary + 5 kN secondary load cell), or (b) two machines — a hydraulic UTM for metals and a small electromechanical UTM for plastics. UMI Universal can recommend the optimal configuration for your specific material mix and budget.
Q: How should I choose the right tensile testing machine capacity?
A: Follow this four-step capacity calculation: (1) Identify the highest UTS (MPa) material you will test. (2) Find the largest cross-section area (mm²) specimen of that material. (3) Multiply: Maximum Force = UTS × Area (in Newtons). (4) Add 20% safety margin and round up to nearest standard capacity. Example: Structural steel IS 2062 Grade E450, flat bar 50mm × 10mm: Max force = 450 × 500 = 225,000 N = 225 kN. With 20% margin → specify a 300 kN machine (round up to 400 kN standard). Avoid over-specifying — a 2000 kN machine testing 10 kN loads operates below its accurate measurement range.
Q: Does UMI Universal provide an IS 1828 calibration certificate with the machine?
A: Yes. Every UMI Universal tensile testing machine is supplied with a factory calibration certificate verifying load accuracy per IS 1828 (ISO 7500-1), including load cell linearity, accuracy class (Grade 1 = ±1%), and verified load range. For labs requiring NABL-accredited calibration on delivery, UMI can arrange pre-dispatch calibration by a NABL-accredited calibration lab at additional cost. For ongoing compliance, annual recalibration must be performed by a NABL-accredited lab — UMI’s service team can facilitate this across India. We also supply calibrated proving rings as reference standards for in-house interim verification between annual calibrations.
Conclusion — Choosing the Right Tensile Testing Machine
The tensile testing machine is the cornerstone of mechanical testing in every materials lab, quality control department, and research facility. As this guide has shown, choosing the right machine is a multi-dimensional decision — it requires matching the drive type, capacity, grip configuration, loading rate capability, and software depth to your specific materials, standards, test volume, and budget.
The five most important takeaways from this guide:
- Drive type first: hydraulic for metals above 100 kN, electromechanical for plastics and precision low-force testing
- IS 1608 loading rate compliance: the single most common failure in Indian tensile testing — computerized UTMs eliminate this risk
- Grip selection: wrong grips cause more invalid tests than any other factor — specify grip type alongside machine capacity
- Extensometer for modulus and Rp0.2: crosshead displacement is not acceptable for these properties per IS 1608
- Annual IS 1828 calibration: non-negotiable for NABL, BIS, and export quality control environments
UMI Universal Motion manufactures and supplies tensile testing machines and UTMs from 10 kN to 2000 kN at our Pimpri-Chinchwad, Pune facility. Explore our full range and related guides:
- Tensile Testing Machine & UTM Range — hydraulic, electromechanical, computerized
- Computerized Universal Testing Machine — IS 1608 compliant with PC software
- 7-Strand UTM for Wire Rope & Post-Tensioning Cable — horizontal tensile machines
- Hardness Testing Machines — Vickers, Brinell, Rockwell, Portable
- Blog: Universal Testing Machine Price in India 2026 — complete price & buyer guide
- Blog: Computerized Universal Testing Machine — Complete Guide
- Blog: Impact Testing Machine — Charpy vs Izod Guide
- Blog: Automatic Compression Testing Machine — IS 516 & CTM Guide
- Contact UMI Universal — free consultation, quote & technical guidance
| Get Your Free Tensile Testing Machine Quote — UMI Universal Hydraulic & Electromechanical • IS 1608 / ASTM E8 / ISO 6892 • 10kN to 2000kN • Computerized with PC Software • Pune, India ☎ +91-2025204168 | 🌐 universal-motion.com/contact-us/ [ Request Free Quote + Technical Datasheet ] |

